Mise en situation
Votre société est spécialisée dans la fabrication et le traitement de surfaces de pièces techniques en acier et en aluminium.
Elle réalise, entre autres, des tiges d’amortisseur pour un fabricant de matériel pour véhicule automobile, moto et quad.
Ces tiges d’amortisseur sont en acier type MOC2 sur lequel est réalisé un chromage dur de 50 µm minimum.
Voici un aperçu de ses fabrications :

Implantation
Équipements de l’atelier d’usinage
2 tours à commande numérique
2 fraiseuses à commande numérique 4 axes
1 tour de reprise permettant la rectification cylindrique (précision +/- 5 µm au rayon)
1 perceuse sur colonne
Équipements de l’atelier de préparation
2 tourets de polissage et d’avivage pour les aciers et les aluminiums
1 sableuse / microbilleuse
Plusieurs établis équipés d’étaux
Outillage divers
Équipements de l’atelier de traitements de surfaces
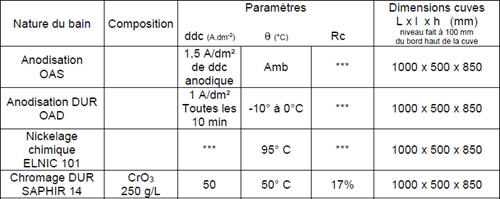
L’atelier possède tous les équipements de préparation et de rinçage nécessaires à la bonne marche des gammes classiques sur aluminium et acier.
On notera que la société ne dispose d’aucun bain cyanuré, sa station de traitement des rejets n’étant pas équipée pour traiter ce type d’effluent.
Présentation de la pièce étudiée
Nous allons étudier la tige d’amortisseur d’une nouvelle gamme d’amortisseurs spécifiques pour les motos de forte cylindrée.
Cette tige d’amortisseur est réalisée dans une barre d’acier qui sera rectifiée après chromage dur.
Une fois chromée et prête à être montée, cette tige d’amortisseur mesure 14 mm de diamètre sur une longueur de 400 mm. deux parties filetées M12 de longueur 25 mm se situent aux extrémités.

Conditions de traitement
Une des deux zones filetées est utilisée pour l’accroche. Un support sur mesure l’enveloppe et assure un contact électrique parfait avec la barre cathodique.
L’autre partie filetée sera protégée pour éviter un dépôt.
Contenu du sujet
Le sujet comporte une série de questions relatives au traitement du matériau de l'amortisseur.
