Mise en situation
L’entreprise.
Le secteur de l'automobile, avec le site de PSA Sochaux et ses sous-traitants, peut être qualifié de premier employeur de Franche-Comté. Autour des 2 usines du Groupe PSA (Sochaux et Mulhouse, un million de véhicules par an) se sont développés près de 150 équipementiers.

On peut citer les activités de transformation de tôles (Snop, Wagon Automotive…), de fils, de tubes (Schmitter), de plastique (Faurecia, Visteon), de caoutchouc (Trevest), les activités de fonderie (DFI, Rencast, Manzoni-Bouchot), de boulonnerie-visserie (Lisi Automotive) et de traitement thermique et de surfaces.
L’entreprise ZINC TECH, sous-traitant de rang 1, s’est spécialisée dans la fixation. Présente dans toute l’industrie, et en particulier dans l’automobile, la fixation représente un enjeu essentiel de la sécurité et du confort du passager. ZINC TECH fabrique et traite ses systèmes de fixation.
Le substrat
L’étude proposée porte sur des vis de fixation de roue sur le modèle Peugeot 107. Ces vis servent à réunir la jante au moyeu de la roue (figure 1) par pression de l’une sur l’autre. Cette pression est exercée par la tête conique. La figure 2 présente la vue 3D d’une de ces vis.
Cette vis à tête hexagonale M12 a pour classe de qualité 12.9.

Le traitement réalisé
Réalisée en 35CrMo4, la gamme de fabrication de ces vis est la suivante :
10 - Frappe à froid.
20 - Traitement thermique.
30 - Roulage.
40 - Traitement de surface.
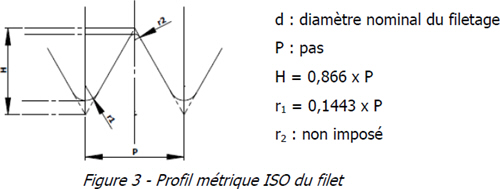
La désignation normalisée du filetage est : M12 x 1,75, pas à droite, profil métrique ISO.
- M12 : diamètre nominal, diamètre extérieur filet.
- 1,75 : pas du filet, distance qui sépare deux sommets de l’hélice. Il s’agit ici du pas usuel (pas gros) pour une vis M12.
Le profil métrique ISO est utilisé pour la majorité des pièces filetées. La figure 3 présente le profil et ses caractéristiques.
Moyen de production
La production envisagée est de 30.000 pièces. La masse unitaire d’une vis est de 65g.
Les tonneaux utilisés pour la production sont chargés au maximum d’une masse de 15kg de pièces. Les bains sont agités par insufflation d’air lorsque cela est nécessaire. La puissance des redresseurs est de :
- dégraissage électrolytique : Imax = 200 A ;
- zingage acide : Imax = 100 A ;
- zingage alcalin : Imax = 100 A.
Données sur les bains de traitements
Les données physico-chimiques des métaux déposés (masse volumique, masse molaire) sont regroupées dans la classification périodique.
Les densités de courant au tonneau sont les suivantes :
- dégraissage électrolytique : 2 A.dm-2 ;
- zinc acide : 0,5 A.dm-2 ;
- zinc alcalin: 0,5 A.dm-2.
Les rendements cathodiques sont les suivants :
- zinc acide : 95 % ;
- zinc alcalin: 70 %.
