Présentation
Étude d’un hachoir à viandes
Une entreprise française spécialisée dans la conception et la fabrication d’appareils électroménagers commercialise environ 500000 hachoirs à viande par an, dont une forte partie pour le marché international.
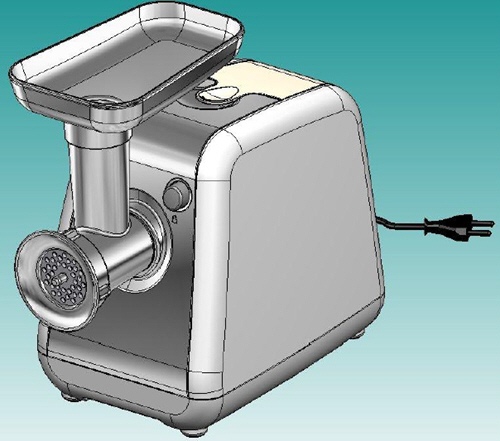
Ce hachoir à viande est destiné aux particuliers et permet d’assurer un débit de 2 kg/min.
Composition du sujet
Le sujet comporte 5 parties relatives aux différents composants du hachoir.
I. Le bloc de coupe
Fabriqué en alliage d’aluminium de nuance EN AC-AlSi7Mg0,6 , le bloc de coupe est moulé en coquille sous pression, puis poli.
- Le bloc de coupe accueille en partie basse une vis sans fin en alliage d’aluminium surmoulée sur un axe en acier.
- La vis est entrainée en rotation par le moteur électrique afin d’avaler la viande en provenance du plateau de chargement situé en partie haute (non représenté sur cette figure), puis de la pousser vers la grille de calibrage.
- Le couteau en acier inoxydable tourne et coupe la viande contre la grille de calibrage en acier que l’utilisateur aura choisie et placée à l’extrémité du bloc de coupe.
- La finesse de coupe est réglable par l’utilisateur. L’appareil est livré avec un jeu de grilles de calibrage qui diffèrent par le diamètre et la quantité de trous.

II. La vis sans fin
L’axe de la vis sans fin est réalisé à partir d’un étiré hexagonal en acier non allié à 0,35% de carbone. Il sera carbonitruré, trempé, revenu pour une épaisseur conventionnelle de 0,3 mm et une dureté maximale en surface afin d’éviter le matage des surfaces fonctionnelles. Il faudra porter une attention toute particulière à la rectitude de l’axe. C’est une donnée essentielle au bon déroulement de l’opération de surmoulage de la vis et bien sûr au bon fonctionnement de l’appareil.

III. Le couteau
Mis en forme par découpe et emboutissage dans une tôle en X30Cr13 recuite, il subira ensuite un cycle thermique destiné à lui donner une dureté la plus élevée possible, afin d’assurer un tranchant de qualité qui sera donné par un affutage en fin de gamme. Par ailleurs, le couteau ne devra pas avoirde comportement fragile s’il doit rencontrer des fragments osseux.

IV. Les grilles de calibrage
Réalisées à partir d’une bande d’acier non allié contenant 0,2% de carbone de 4 millimètres d’épaisseur. Elle sera découpée, carbonitrurée,trempée revenue pour une dureté maximale, puis rectifiée à 3,5 mm afin de résister à l’usure due au frottement du couteau. L’opération de découpe des grilles s’effectue sur des outillagesmontés sur presse : poinçonnage des trous de la grille en plusieurs étapes, poinçonnage de la géométrie extérieure de la grille.

V. Le motoréducteur






